
BRITISH CRAFTSMANSHIP
The Cleverest Carbon Fibre
Designed and manufactured by Formula One specialists, the carbon fibre components of the .1R raise the composite to a stratospheric new level for a bicycle
Carbon may be one of the most common elements in the universe, but not all carbon fibre is equal. That’s why, when only the very best carbon will do, the team behind the J.Laverack Aston Martin .1R turned to experts more accustomed to making the chassis, wings and even steering wheels of Formula One cars to manufacture its frame, handlebar, forks and cranks.
In a lab “smothered” in NDAs because of its top secret work for F1 teams, the .1R is taking shape. Ultimate performance is a non-negotiable, as is aesthetic beauty.


The complex, intricate shapes of the .1R, especially its handlebar and fork, demand world-beating engineering skills to produce in carbon fibre. Each ply layer of pre-preg carbon is painstakingly laid by hand in templates, with an unprecedented level of finesse for the world of bicycles.
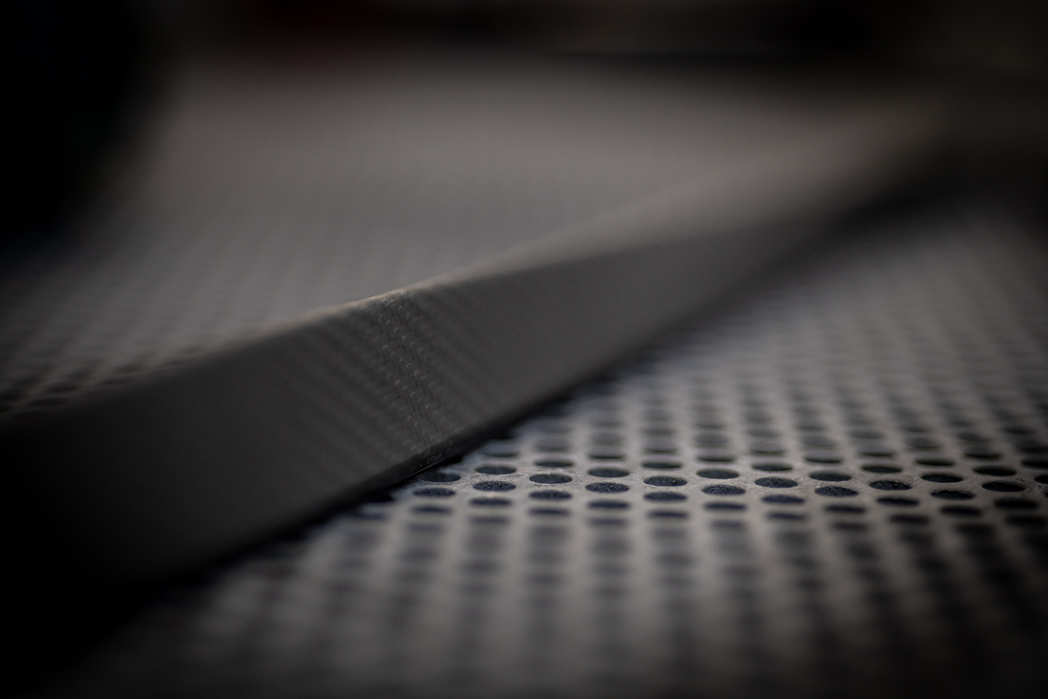
This meticulous approach means it takes about 26 hours simply to laminate the handlebars, 32 hours for the fork, and upwards of 50 hours for the frame. Even the slightest deviation with a single sheet of the superlight 150g/sq metre ply would destroy the mesmerising symmetry of the herringbone weave visual layer. Only supercars have attempted this level of precision, but none has used such lightweight carbon to create the herringbone pattern.

For true composite aficionados, however, the real genius lies inside the tubes, where multiple layers of intricately laid carbon fibre plies, including UD (unidirectional carbon), guarantee the strength required to resist the extreme forces that a cyclist puts through a bike.
The .1R showcases unrivalled carbon lay-up techniques to produce a frame and components tailored to the dimensions of the rider to an accuracy better than 0.1mm.
Once the carbon ply is laid in the moulds, the laminating process can start in an autoclave (a scientific pressurised oven). This involves slowly raising the temperature, in two-degree increments, up to 125 degrees at 6-bar, to force the carbon into the tiniest intricacies of the templates and start the 90-minute cure cycle.
When the parts come out of the moulds, they undergo a dry fit assembly in a jig with the .1R’s titanium lugs, before being prepared for bonding. This involves a ‘wet blaster’, similar in concept to a sand blaster for cleaning masonry, which uses an aluminium oxide media and water to clean them for flawless adhesion.
The bonding process takes 24 hours in a jig at ambient temperature, before further curing in the oven.
At which point, the perfectly bespoke frame, fork and handlebars are ready for the next stage of the bike build process.

“The .1R occupies a magical tipping point between the most ingenious engineering solutions and the most beautiful styling without any compromises.”
David Clow, J.Laverack Co-Founder
MORE STORIES

31 Oct 2023

31 Oct 2023
The spellbinding J.Laverack Aston Martin .1R was developed from scratch, using the same processes, skill and care devoted to creating Aston Martin’s cars.

31 Oct 2023